
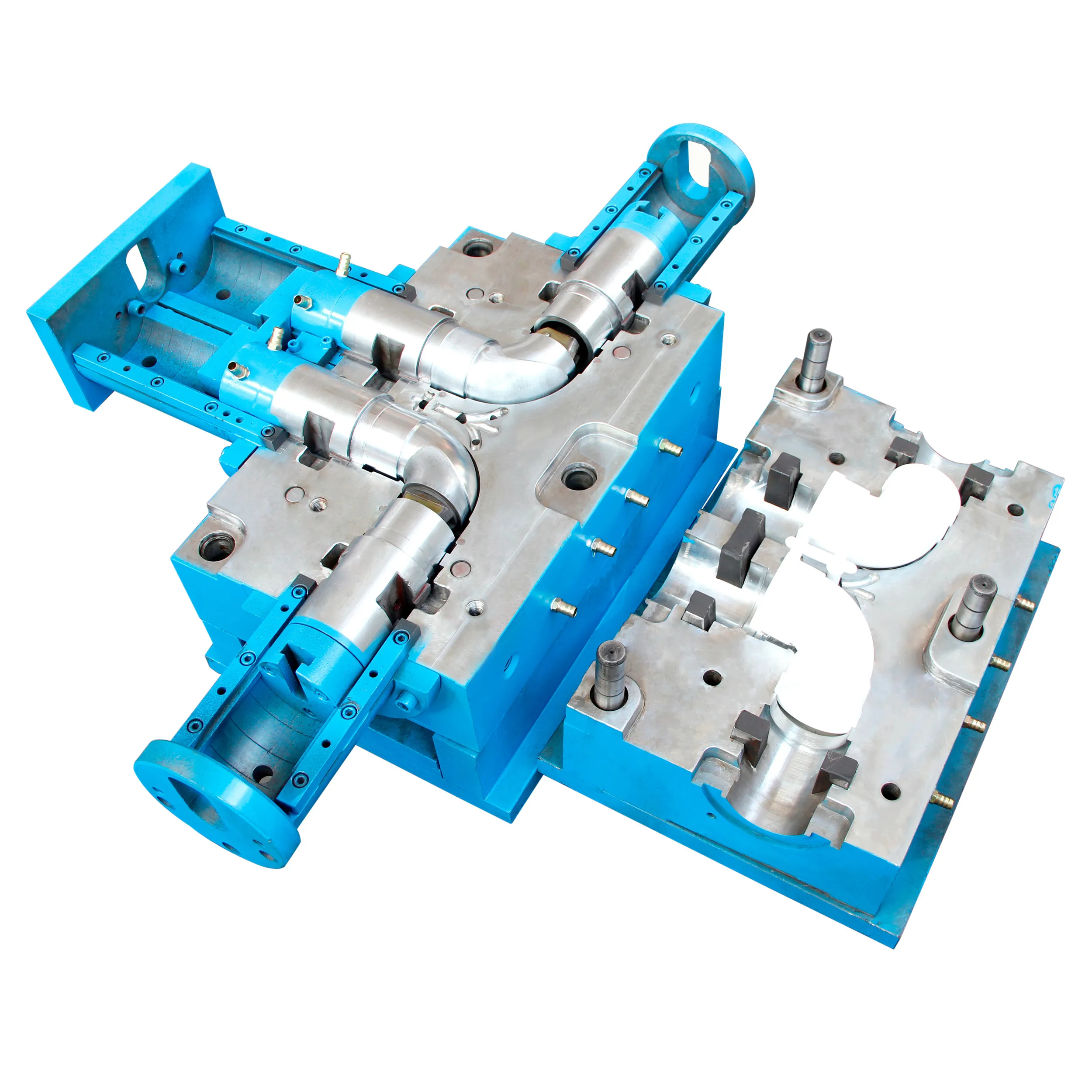
Прес-форма для фітингів труб ПВХ
Назва форми:Прес-форма для фітингів труб ПВХ
Порожнина: 4 порожнини
Розмір форми: 75 мм
Формова сталь: Німеччина 2316 Китай 2316 або 4cr13 для порожнини та серцевини
Ворота: прямі ворота
структура форми: масляний циліндр
Твердість серцевини/порожнини: HRC 40-45° градусів після вакуумної термічної обробки
Машина для лиття під тиском: 400T
Проблема вприскування ПВХ і її вирішення
1. Нестача матеріалу: явище, коли форму не можна заповнити, часто виникає в процесі фітингів для ін’єкційних труб. Коли машина для лиття під тиском тільки почала працювати, через занадто низьку температуру форми, втрати тепла розплавленого ПВХ матеріалу великі, легко виробляти раннє затвердіння, опір порожнини форми великий, і матеріал не може бути заповнений порожниною форми. Це явище цілком нормальне, але також тимчасове, після постійного введення цифрової моделі автоматично зникне. Якщо форму неможливо заповнити весь час, розгляньте наступні ситуації та внесіть відповідні налаштування:
1: температура ін'єкційного матеріалу низька, а текучість погана, тому температуру нагріву можна підняти належним чином, щоб покращити пластифікацію та текучість матеріалу.
2: Встановлений цикл лиття під тиском короткий або недостатньо матеріалу, може бути доречним збільшити час ін’єкції та збільшити кількість золю.
3: Якщо встановлений тиск занадто низький або час переходу від тиску впорскування до тиску утримування надто ранній, тиск упорскування можна відповідним чином збільшити або час переходу від тиску утримання можна відрегулювати.
4: швидкість впорскування низька, швидкість впорскування можна відповідно збільшити.
5: розмір структури каналу потоку невеликий, може бути доцільно збільшити об'єм основного, шунтового каналу або воріт, щоб бути більшим
6: випуск прес-форми поганий, може бути доцільно змінити положення воріт або відкрити випускну канавку.
7: форма для наповнення тонкої стінки складна, можна регулювати структуру виробу або змінювати систему литування.
 RELATED
RELATED
 RELATED
RELATED
Електронна пошта








 WhatsApp
WhatsApp Телефон
Телефон