
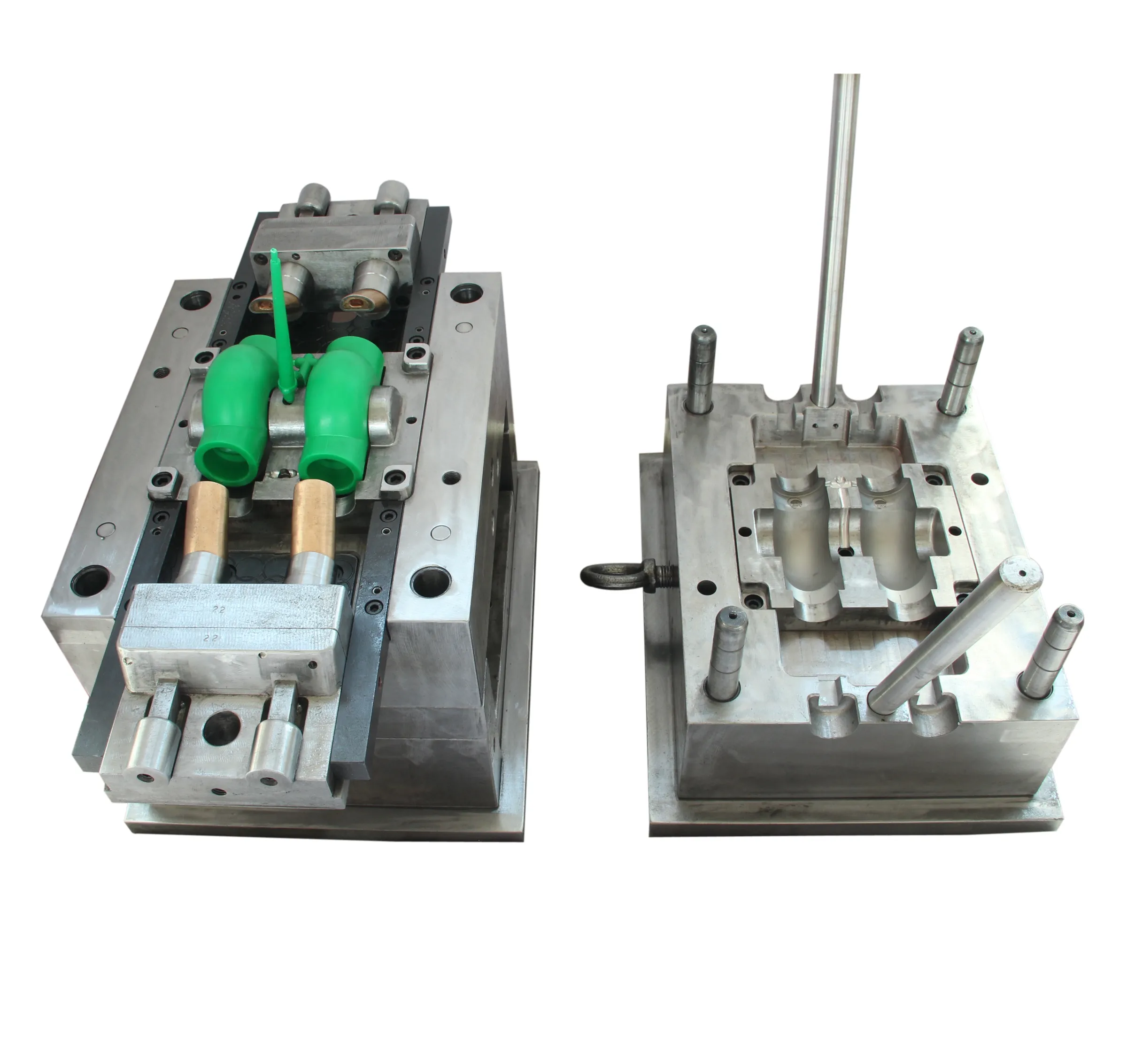
UPVC 50 мм коліно 90 ° фітинг для труби
Назва форми:UPVC 50 мм коліно 90 ° фітинг для труби
Порожнина: 4 порожнини
Розмір форми: 50 мм
Формова сталь: Німеччина2316 Китай2316 або 4cr13 для порожнини та сердечника
Ворота: прямі ворота
структура форми: кутовий штифт і масляний циліндр
Твердість серцевини/порожнини: HRC 40-45° градусів після вакуумної термічної обробки
Машина для лиття під тиском: 300 T
Компанія Taizhou Huangyan Hong Jin mold Co., Ltd була заснована в 2002 році. Ми є професіоналами в розробці та виробництві прес-форм для труб більше 23 років.
Сподіваємося на тривалу співпрацю з вами.
Нижче наведена основна інформація для довідки.
Труднощі на стадії проектування форми з ПВХ
Комплексна конструкція бігунів та воріт
Складність: розплав ПВХ має високу в'язкість і погану текучість. Щоб заповнити всі частини порожнини прес-форми (особливо тонкостінні та дистальні частини) одночасно та рівномірно, конструкція каналу потоку (головного та відгалужувального каналів) та воріт має вирішальне значення.
Конкретні виклики:
Збалансований канал потоку: Переконайтеся, що падіння тиску та час потоку від сопла машини для лиття під тиском до кінця кожної порожнини є узгодженими, щоб запобігти явищам короткого впорскування (недостатнє заповнення) або утримання надмірного тиску (переповнення, висока внутрішня напруга).
Розташування та форма затвора: неправильний вибір положення затвора може спричинити появу слідів зварювання в зоні опору слабкого тиску, серйозно вплинувши на тиск розриву фітингів труб. Розмір воріт також потрібно точно розрахувати. Якщо він занадто малий, він буде виділяти велику кількість тепла під час зсуву та буде схильний до розкладання; Якщо він занадто великий, то охолодження буде відбуватися повільно, цикл буде довгим, і зняти затвор буде складно.
Колодязь холодного матеріалу та вихлоп: ПВХ легко охолоджувати, і ефективний колодязь холодного матеріалу повинен бути розроблений для захоплення переднього холодного матеріалу. У той же час, складні порожнини схильні до захоплення газу, і необхідно встановити розумні та достатні вихлопні щілини, інакше це може спричинити такі проблеми, як спалювання (розкладання) та брак матеріалу.
Проектування порожнини та оцінка швидкості усадки
Складність: Швидкість усадки ПВХ при формуванні не є фіксованим значенням і залежить від різних факторів, таких як сорт смоли, формула (наприклад, вміст наповнювача), параметри процесу (температура, тиск) тощо.
Конкретне завдання: дизайнери повинні призначати різну швидкість усадки для різних частин форми на основі досвіду та глибокого розуміння матеріалів. Наприклад, швидкість усадки товстого і тонкого м'яса різна, і швидкість усадки вздовж напрямку потоку і вертикального напрямку також різна. Неточна оцінка може призвести до відхилень у розмірах кінцевого продукту, особливо вплинувши на розмір різьбового з’єднання та розмір патрубка трубної арматури.
Конструкція системи охолодження
Складність: ПВХ є термочутливим матеріалом, який необхідно ефективно та рівномірно охолоджувати всередині форми.
Конкретні виклики:
Рівномірне охолодження: неправильна структура труби та неоднакова товщина стінок призводять до непостійних швидкостей охолодження. Деталі з повільним охолодженням будуть сильніше стискатися, що призведе до слідів усадки, деформації деформації та внутрішньої напруги.
Розташування водних шляхів: необхідно розташувати охолоджувальні водяні шляхи якомога ближче та збалансовано до поверхні порожнини прес-форми в складних рамах прес-форми та сердечниках, що є величезним випробуванням технологічних можливостей. Нерівномірне охолодження безпосередньо призводить до подовження виробничих циклів і зниження виходу продукту.
Проектування системи виймання з форми
Складність: фітинги з ПВХ зазвичай мають внутрішню різьбу, перевернуті пряжки або складні ребра.
Конкретні виклики:
Механізм витягування серцевини: складні ковзні блоки, похилі верхи та інші механізми витягування серцевини повинні бути розроблені для досягнення виймання з форми. Конструкція цих установ повинна бути точною, надійною, плавною в русі, без перешкод, мати достатню міцність і зносостійкість.
Баланс верхнього виходу: розташування верхнього штифта має забезпечувати плавне та синхронне висування трубних фітингів. Будь-який дисбаланс може призвести до того, що виріб побіліє, деформується або навіть зламається.
 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED
Електронна пошта







 WhatsApp
WhatsApp Телефон
Телефон